В предыдущей публикации было показано, как практики управленческого учета, основанные на подходах массового производства, могут мешать развертыванию лин (бережливого производства). В этой статье мы рассмотрим, как картирование потока создания ценности (VSM/КПСЦ) связано с лин-учетом и как можно оценить предстоящий экономический эффект на стадии создания карты потока будущего состояния.

Итак, что же можно взять за основу для принятия управленческих решений, если мы отказываемся от распределения накладных расходов, а вместе с этим и расчета полной себестоимости продукции?
Лин-учет хорошо сочетается с остальными лин-практиками, органично дополняя их. На следующем примере улучшения потока создания ценности (Поток ценности), рассмотрим оценку экономического эффекта и связь улучшений с экономикой лин. Откуда взялись эти карты потоков создания ценности и как было выделено семейство продуктов можно ознакомиться в источнике, нас же сейчас интересует оценка экономического эффекта.
Текущее состояние потока создания ценности:
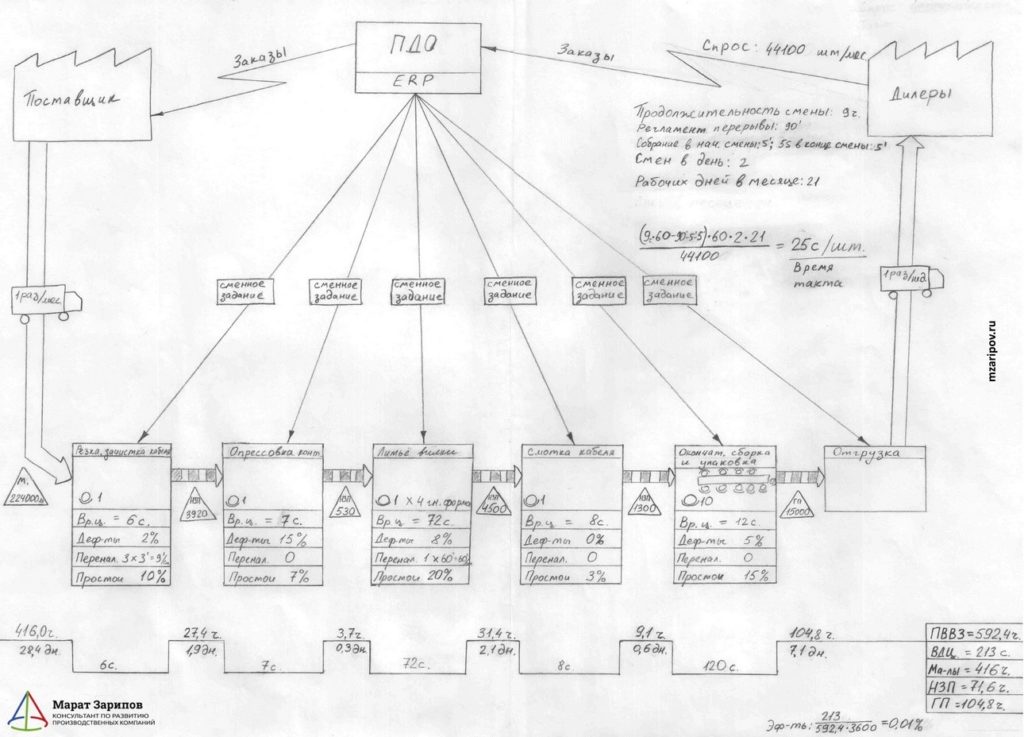
Как мы видим из примера, «полезное время купается в океане потерь»: для текущего состояния полезное время 213 секунд при полном времени выполнения заказа 592,4 часа.
Здесь важно вспомнить слова Акио Тойоды: «Это нормально — иметь решимость вносить изменения, но если вы меняете все вокруг без четкой концепции или цели, в конечном итоге вы можете только усугубить ситуацию».
Помня об этом не бросаемся хаотично устранять потери, а разработаем будущее состояние Потока ценности:

Видя, что изменения требуются немалые, возникают вопросы:
Стоит ли этим заниматься, ведь все же работают по старинке? Какой эффект мы получим? Или лучше сконцентрироваться на чем-то другом, ведь обычно имеется много альтернативных вариантов? «Не на спичках ли мы экономим?»
Для понимания причинно-следственных связей между операционными улучшениями и изменениями прибыльности Потока ценности в лин-учете имеется Таблица показателей.

Из сравнения оценок показателей текущего и будущего состояния понимаем, что это совсем не мелочи и улучшениями заниматься нужно, даже если потребуется вложения денег. Обратите внимание на последние две строки: при горизонте планирования улучшений 3 месяца просматривается вполне достойный результат – увеличение операционной прибыли в 6 раз: с 194 тыс. руб до 1 180 тыс. руб.
Цифры хороши, но теперь нужно понять, за счет чего они получены?
Таблица показателей позволяет комплексно оценить изменения в Потоке ценности.
Чтобы упростить понимание, предлагаю рассмотреть влияние улучшений шаг за шагом, на каждом шаге выделяя небольшое количество факторов.
Шаг 1. Рассмотрим влияние организационных изменений.
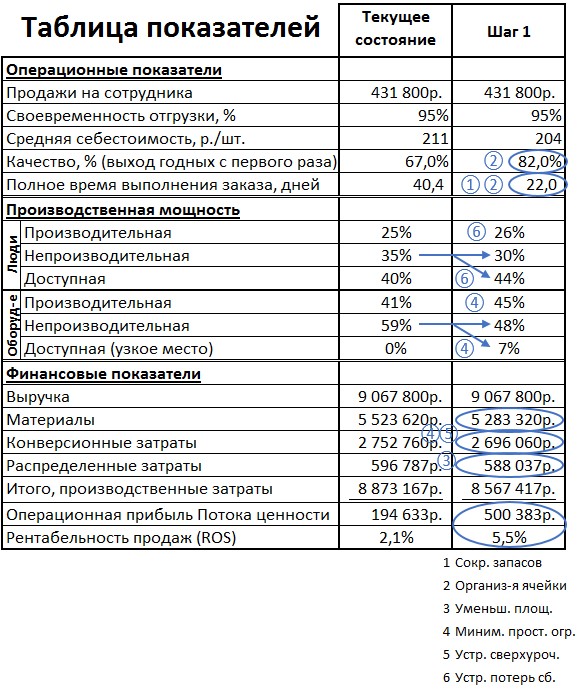
Ниже таблицы указаны первые шесть факторов, влияющих на полученные цифры:
- Сокращение запасов. Запланирован вариант более частой закупки кабеля – не раз в месяц, а раз в две недели. Максимальный объем хранения готовой продукции снижен на 20%.
- Организация ячейки. Преобразование первых четырех изолированных процессов в ячейку изготовления и смотки кабеля приведет к уменьшению объемов незавершенного производства. При этом сократятся как запасы незавершенного производства, так и время обратной связи между шагами процесса. Ожидается, что быстрая обратная связь приведет к повышению качества, т.е. выхода годных с первого раза на 15%. Это снизит потребность в ремонте и замене брака, а значит снизит материальные затраты.
Реализация пунктов 1 и 2 приведет к сокращению полного времени выполнения заказа (Dock-to-Dock time) на 45%: с 40,4 до 22 дней.
- Уменьшение площади. Сокращение запасов высвободит производственную площадь, которой остро не хватает смежному потоку создания ценности. Планируем передать ему эту площадь, соответственно уменьшается сумма арендной платы Потока ценности (пункт «Распределенные затраты»).
- Минимизация простоев ограничения Потока ценности. Ограничением (или узким местом) Потока ценности является термопластавтомат, отливающий вилки непосредственно на подготовленный кабель, по 4 шт. за цикл. Простои его по отсутствию материалов, поломкам и другим причинам составляют 20% доступного времени. Кроме того, когда рабочие ходят на обед и перерывы, эта единица оборудования тоже простаивает (суммарно 90 минут в смену). Все это приводит к необходимости сверхурочной работы несколько раз в неделю.
На основании полученных данных приняты решения:
- Пересмотреть систему подачи материалов для исключения простоев узкого места.
- Ввести ежесменный технический осмотр термопластавтомата и оснастки, а также систему быстрого информирования службы технического обслуживания о возможных и фактических поломках.
Ожидается, что все это снизит простои с 20% до 5% рабочего времени
- Обучить работе на термопластавтомате по 1 дополнительному оператору в каждой смене, чтобы обеспечить его непрерывную работу. Во время регламентированных перерывов операторы будут подменять друг друга, чтобы термопластавтомат работал непрерывно. Пока основной оператор идет на обед, его будет подменять обученный напарник. Ожидается, что это снизит простои оборудования со 180 до максимум 40 минут в день или 20 минут в смену (мы ведь рассматриваем пессимистические прогнозы).
Эффекты от уменьшения простоев и обеспечения непрерывности работы термопластавтомата в сумме позволят уйти от необходимости сверхурочной работы.
- Устранение сверхурочной работы, в свою очередь, повлияет на конверсионные затраты – они снизятся.
- Устранение потерь на сборочной линии – на ней будет произведена перебалансировка процесса, из-за чего из 10 работников на конвейере останутся только шесть. Еще один будет подвозить материалы на линию. Видим возможность сократить потери, уменьшив при этом цикл сборки удлинителя со 120 до 108 с. Это положительно влияет на доступное время сотрудников.
Рассмотрим, как эти изменения повлияют на Производственную мощность:
- Люди.
По причине локальной оптимизации при выстраивании процесса наблюдается следующая картина: с одной стороны, работники загружены работой: кто-то больше, кто-то меньше; с другой – в совокупности у них доступно порядка 40% времени. Планируемые изменения: повышение качества, устранение перепроизводства, уменьшение количества касаний изделия при его сборке приводят к тому, что совокупная доступная мощность увеличилась и составляет 44% от общего рабочего времени сотрудников, выполняющих циклическую работу.
Из процесса высвобождается четыре человека: один с операции смотки кабеля, три – с линии сборки.
На этом шаге ничего с ними не планируем сделать – они просто высвободились. Финансового эффекта от их высвобождения еще нет.
Кстати, высвободили мы лучших сотрудников. Парадокс? Не совсем. Если задуматься, то такой подход имеет смысл: это создает потенциал для дальнейшего роста лучших сотрудников [1].
- Оборудование.
Поскольку система имеет выраженное ограничение – узкое место – в виде термопластавтомата для отливки вилок, производственную мощность измеряем только для него.
В результате планируемых улучшений его доступная мощность увеличится с 0 до 7%. Это означает, что мы сможем изготовить на нем больше продукции без сверхурочной работы — только за счет изменений в организации работы.
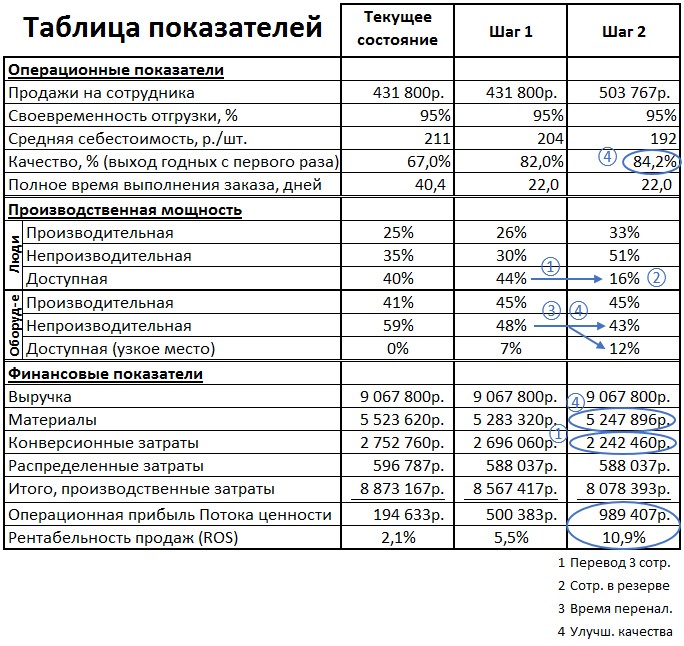
Шаг 2. Уменьшаем доступную мощность и улучшаем работу узкого места.
Затраты Потока ценности изменятся лишь после того, как будут приняты управленческие решения по высвобожденным ресурсам.
- Перевод трех высвобожденных сотрудников. Видим, что доступная производственная мощность (время) операторов составит 44%. Сколько же нам требуется?
Относительно доступной мощности Ник Катко в книге «Лин-финансовый директор» пишет следующее:
«Выделение производительной и непроизводительной мощности из полной мощности будет давать нам доступную мощность в Потоке ценности. Имеется две причины, почему в Потоке ценности всегда есть некоторое количество доступной мощности. Во-первых, инструменты и практики, используемые в системе вытягивания, замедляют более быстрые процессы, чтобы они работали со скоростью «узкого места», которым является шаг процесса с самым длительным временем цикла. Во-вторых, лин-компании всегда резервируют часть производительности в качестве буфера для компенсации изменчивости, которая не может быть предсказана. Обычно это между 10 и 20 % полной мощности». То есть для доступной мощности рекомендован диапазон 10-20%.
Принимая в расчет эти рекомендации, принято решение перевести трех сотрудников в соседний Поток ценности, испытывающий нехватку в персонале. В связи с этим видим снижение конверсионных затрат Потока ценности, хотя в целом по компании они останутся неизменными. Выиграет ли компания от такого решения в краткосрочной перспективе? Оставим этот вопрос открытым до следующего шага нашего объяснения.
Итак, руководитель Потока ценности решает, что нужно будет уменьшить количество операторов на три человека, это приведет к уменьшению полной мощности и, соответственно, доступная мощность уменьшится до уровня 16%.
Важно помнить, что если высвобожденных сотрудников увольнять, то это приведет к остановке дальнейших улучшений и сопротивлению персонала изменениям.
- Сотрудник в резерве. Один сотрудник в смену останется незадействованным. Это напарник основного оператора термопластавтомата. В свободное время он может заниматься разработкой и реализацией улучшений, помогать бригадиру анализировать проблемы, стандартизировать работу и т.п. Это ведь один из лучших операторов!
- Сокращение времени переналадки. Руководитель Потока ценности понимает, что мощности, высвобожденной в узком месте, недостаточно. Кроме того, производство недостаточно гибкое, ведь каждая переналадка термопластавтомата занимает порядка одного часа. Оценив потенциал улучшений на основе методики SMED, принято решение сократить продолжительность переналадки до 8 минут и при этом увеличить количество переналадок в смену. Это позволит уменьшить размер партии с 1700 до 250 шт, т.е. в 6,8 раз!
- Улучшение качества. Кроме того, команда выдвинула предложение, в результате реализации которого ожидается снижение брака на термопластавтомате на 2%, что немного понизит материальные затраты.
Совокупный эффект от уменьшения времени переналадки и снижения брака влияет на непроизводительную мощность в узком месте, соответственно повышая доступную мощность до 12%.
Шаг 3: Будущее состояние Потока ценности.
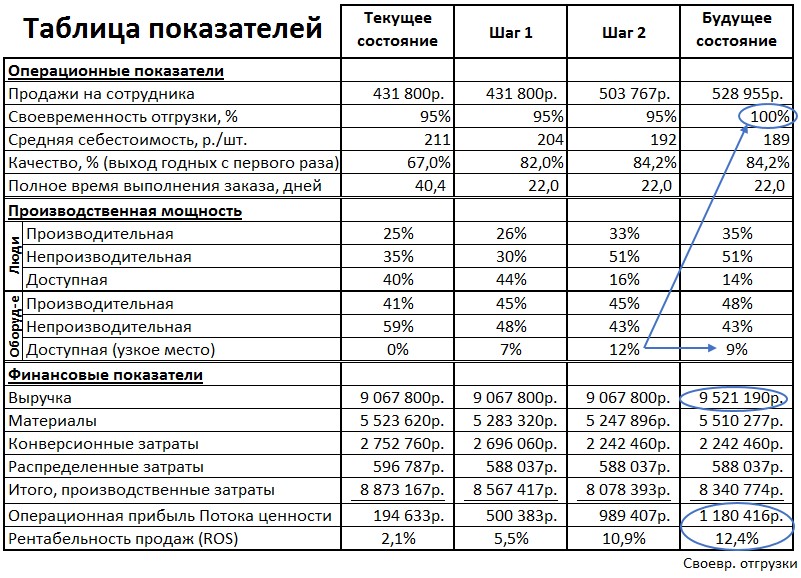
Благодаря наличию доступной мощности в узком месте, Поток ценности имеет возможность изготавливать больше изделий. Возросшая гибкость позволяет своевременно пополнять запасы на складе, производя продукцию относительно небольшими партиями.
Прогнозируем, что это приведет к повышению своевременности отгрузок до 100%. Выручка соответственно возрастет на 5%, повысятся и материальные затраты. Что произойдет с конверсионными затратами или платой за мощность? Они останутся неизменными за счет имеющегося запаса мощности.
Как мы видим, доступная мощность ресурсов понизится.
А что насчет эффекта от перевода трех сотрудников в соседний Поток ценности, где не хватает людей? – мы оставили открытым этот вопрос на втором шаге. Можно ожидать, что это после завершения периода адаптации этот перевод положительно повлияет на своевременность отгрузки, а значит и на выручку, что компенсирует повышение конверсионных затрат и увеличит прибыль. Так что в целом от этого решения компания только выиграет!
Вывод
Мы рассмотрели, как при помощи связки карты потока создания ценности [2] и Таблицы показателей [3] можно произвести комплексную оценку лин-улучшений в Потоке ценности.
Основная проблема и основная ошибка как тех, кто занимается лин-улучшениями, так и тех, кто оценивает экономический эффект от этих улучшений при помощи традиционных методов – это попытки выразить эффект напрямую в деньгах, а это далеко не всегда применимо.
Лин – это стратегия, ориентированная на потребителя и основанная на времени. При помощи улучшений мы сокращаем время выполнения заказа, высвобождаем производственную мощность (время) людей, а потом должны принимать решения, как можно использовать эту мощность наилучшим образом.
Во второй редакции книги Ника Катко «Лин-финансовый директор» [4] экономика лин объясняется следующим образом:

Немного по-другому экономика лин объясняется в первом издании книги «Лин-финансовый директор» и эти объяснения не противоречат друг другу.
Чтобы полноценно понимать эффект от лин-улучшений, необходимо создать основу в виде потока создания ценности для семейства продуктов и начать использовать Таблицу показателей – этот ключевой инструмент лин-учета. Такой подход создает основу для принятия управленческих решений, соответствующих экономике лин и с новой стороны открывает компании потенциал всеобъемлющей стратегии лин.
Читайте далее:
- Как нас может запутать практика распределения накладных расходов и почему я называю ее «генератором случайных чисел»?
- Отчет о прибылях и убытках компании, построенной по потокам создания ценности.
- Как можно оценить экономический эффект от единичного улучшения, например, улучшения эргономики?
[1] Люди: кого высвобождать от циклической работы? Сайт Марата Зарипова
[2] О составлении карты потока создания ценности подробнее можно изучить в книге Майка Ротера и Джона Шука «Учитесь видеть бизнес-процессы».
[3] Подробнее можно изучить в первом издании книги Николаса Катко «Лин-финансовый директор: Архитектор системы лин-менеджмента» — СПб.: Питер, 2022.
[4] “The Lean CFO: Architect of the Lean Management Accounting System” by Nicholas S. Katko, Second Edition (второе издание не переведено на русский язык).




Ваш комментарий будет первым